Rome, historically known as the "Eternal City," has evolved into a sophisticated hub for industrial engineering and logistical excellence within the Lazio region. While its architectural heritage is world-renowned, Rome serves as a critical nexus for the Mediterranean supply chain. Manufacturers specializing in high-capacity oil cartridges leverage this strategic location to bridge the gap between European design standards and global industrial demand.
The industrial landscape in Rome is characterized by a blend of high-precision mechanical manufacturing, chemical processing, and advanced pharmaceutical research. This environment demands filtration and atomization solutions that exceed standard capacities. Localized engineering support ensures that cartridges utilized in Italian hydraulic systems, automotive assembly lines, and even advanced bio-oil extraction processes meet the rigorous ISO 9001 and CE certifications.
Global Sales Volume
Patents Secured
Expert Employees
Market Position
In the modern industrial era, "High Capacity" is no longer just a buzzword; it is a fundamental requirement for operational efficiency. Semantic search trends indicate a massive shift toward Information Gain—procurement officers are no longer searching just for "filters," but for "extended dirt-holding capacity," "low pressure drop efficiency," and "sustainable media longevity."
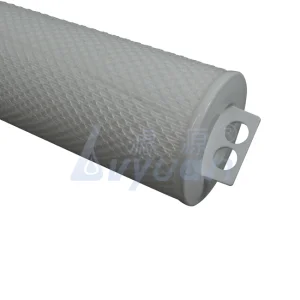
Modern high-capacity oil cartridges now employ complex, multi-layered pleated polypropylene (PP) or microfiberglass media. This design significantly increases the surface area compared to traditional depth filters. In Rome's chemical plants, this translates to longer runtimes between maintenance cycles, reducing the Total Cost of Ownership (TCO).
With the European Green Deal, manufacturers in Rome are prioritizing biodegradable filter components and high-efficiency cartridges that reduce waste. Our high-capacity hydraulic filters (like the 32/912001 series) are designed to handle high viscosity oils with minimal energy consumption, aligning with the "Industry 4.0" energy-saving mandates.
The convergence of industrial filtration and precision oil delivery (such as in CBD/THC hardware or fine lubricant misting) is the next frontier. Our R&D team, featuring veterans from SMOORE, ALD, and BBTANK, is pioneering a roadmap focused on thermal stability and micron-level precision.
Utilizing Rome's material science expertise to develop ceramic-core oil cartridges that resist carbonization, perfect for high-viscosity distillates.
Integrating pressure sensors within high-flow cartridges to alert Rome-based plant managers before a bypass occurs.
Developing fully recyclable stainless steel sintered wire mesh cartridges that can be ultrasonically cleaned and reused 50+ times.
Shenzhen Mist Vape Co., Ltd. is a global Top 3 high-end vape hardware manufacturer focused on CBD/THC, with years of deep expertise in product and technology fields. Since its establishment, ASMVAPE has served hundreds of cannabis manufacturing companies in the United States, Canada, and other regions, providing excellent equipment and services. Over the past 5 years since its founding, the company has secured over 200 globally authorized and pending patent technologies, with cumulative sales exceeding $90 million USD. The workforce has grown from an initial 120 employees to over 800, making it a medium-sized company.

Our R&D team, partially composed of professionals from well-known industry companies such as SMOORE, ALD, and BBTANK, currently consists of more than 60 researchers involved in client projects, product development, testing, and more. Meanwhile, to better support our global clients, we operate a large product laboratory in California, where our engineers can be dispatched to customer sites at any time for hands-on technical guidance.

Shenzhen Mist Vape Co., Ltd. adheres to the core philosophy of quality optimization, prioritizing product quality and health services to meet customers' demands for high-quality atomizers.
Procurement departments in Rome and throughout Italy benefit from our direct factory-to-business model. By eliminating middle-tier distributors, we offer competitive pricing on 40-inch high-flow cartridges and sintered mesh filters. Our Rome logistics partner ensures DDP (Delivered Duty Paid) shipping, handling all EU customs and VAT requirements seamlessly.
All high-capacity oil cartridges manufactured for the Rome market undergo rigorous testing. From heavy metal testing (compliant with Italian health regulations) to burst pressure validation for hydraulic systems, our reliability is backed by third-party laboratory reports and a $90M sales history of excellence.
In the context of Rome's mechanical and chemical sectors, high capacity refers to filters that can handle flow rates exceeding 500 liters per minute or cartridges with dirt-holding capacities that are 3-5 times higher than standard 10-inch melt-blown filters. This is often achieved through pleating technology and larger 40" or 60" footprints.
Our high-capacity hydraulic oil cartridges utilize specialized gradient-density media. This allows the cartridge to capture larger particles on the outer layers while the inner layers manage fine silt, preventing premature clogging and maintaining flow even with high-viscosity Italian industrial lubricants.
Yes, all our cartridges meet the EU RoHS and REACH standards. We also offer polypropylene (PP) pleated cartridges that are fully incinerable, minimizing the environmental footprint for factories in the Lazio region.
Absolutely. We provide comprehensive OEM services, including custom micron ratings, branded end-caps, and specialized packaging, all supported by our R&D lab and California-based engineering experts who can consult via Rome-standard time zones.