The global landscape of All-in-One Rechargeable Disposable technology is undergoing a seismic shift. In an era where efficiency meets sustainability, the industrial demand for integrated, high-capacity, and rechargeable hardware has skyrocketed. From medical diagnostic tools to wearable industrial cooling systems, the "disposable yet rechargeable" hybrid model is the new standard for B2B procurement.
Currently, the market is valued at billions of dollars, driven by the need for uninterrupted power delivery and the reduction of environmental waste. As a premier All-in-One Rechargeable Disposable Factory, we observe that North American and European markets are leading the charge in adopting these technologies, particularly in healthcare and outdoor industrial safety sectors. The integration of high-density lithium-ion batteries into disposable frameworks allows for extended product lifecycles without the bulk of traditional permanent equipment.
Global Patents
Cumulative Sales
Skilled Employees
Industry Rank
Integration of AI-driven battery management systems (BMS) ensures optimal discharge rates and longevity, making "disposable" items last longer and charge faster.
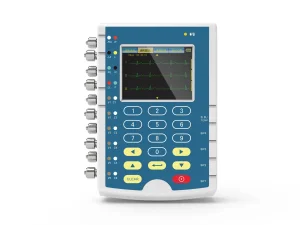
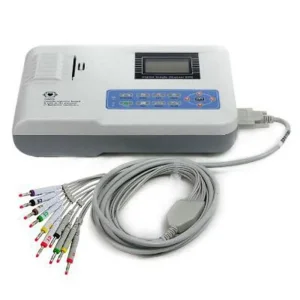
The convergence of medical diagnostics and portable power. Devices like our multi-parameter simulators are now essential for field-hospital verification.
Wearable tech, such as cooling jackets, is utilizing "All-in-One" designs to provide ergonomic comfort for extreme outdoor labor conditions.
The future of the All-in-One Rechargeable Disposable sector lies in miniaturization and IoT connectivity. As a leading exporter, we are investing heavily in research that allows our products to communicate data—whether it's a medical monitor or a high-capacity energy storage unit—directly to cloud-based management systems. This "Smart Disposable" trend is revolutionizing how companies manage their inventory and operational assets.
Modern enterprises no longer seek just a product; they seek a comprehensive supply chain partner. Global procurement teams today prioritize:
Localization in Action: In the US, our All-in-One Rechargeable medical devices are localized for emergency response units (EMS), providing critical backup where traditional power fails. In the Middle East, our cooling fan jackets have become standard safety equipment for construction workers, utilizing rechargeable USB systems to combat extreme heat. This level of adaptability is why All-in-One Rechargeable Disposable Exporters like us are vital to global infrastructure.
As a global Top 3 high-end hardware manufacturer based in Shenzhen, Mist Vape Co., Ltd. represents the pinnacle of Chinese manufacturing excellence. Our competitive edge is built on four pillars:
Our team of 60+ researchers includes alumni from industry giants like SMOOER and ALD, ensuring your products are engineered with elite expertise.
With 800+ employees and a $90M+ sales volume, we have the infrastructure to scale production from prototype to mass export in record time.
We operate a California-based product laboratory, allowing our engineers to provide hands-on technical guidance to our North American partners within 24 hours.
We leverage the local Shenzhen supply chain ecosystem to source the highest quality lithium batteries and medical-grade plastics at a cost-efficiency that is passed directly to our clients. Our 200+ patents are a testament to our commitment to original technology, ensuring our clients stay ahead of the competition without legal risks.
Shenzhen Mist Vape Co., Ltd. is a global Top 3 high-end vape hardware manufacturer focused on CBD/THC, with years of deep expertise in product and technology fields. Since its establishment, ASMVAPE has served hundreds of cannabis manufacturing companies in the United States, Canada, and other regions, providing excellent equipment and services.
Over the past 5 years since its founding, the company has secured over 200 globally authorized and pending patent technologies, with cumulative sales exceeding $90 million USD. The workforce has grown from an initial 120 employees to over 800, making it a medium-sized company.


Our R&D team, partially composed of professionals from well-known industry companies such as SMOOER, ALD, and BBTANK, currently consists of more than 60 researchers involved in client projects, product development, testing, and more. Meanwhile, to better support our global clients, we operate a large product laboratory in California, where our engineers can be dispatched to customer sites at any time for hands-on technical guidance.
Shenzhen Mist Vape Co., Ltd. adheres to the core philosophy of quality optimization, prioritizing product quality and health services to meet customers' demands for high-quality atomizers.